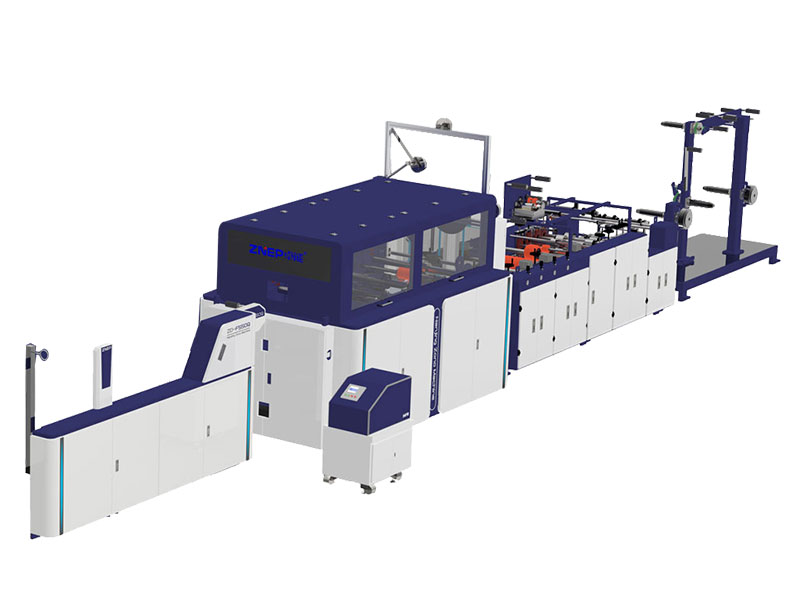
Máquina para Hacer Bolsas de Papel Cortadas en J con Asas Rizadas/Planas y Sobreplegado Superior, Alimentada por Rollos



La máquina para hacer bolsas de papel cortadas en J fabricada por ZNEP, diseñada para asas rizadas o planas, representa la vanguardia en la fabricación automatizada de bolsas de papel. Esta maquinaria innovadora comienza su proceso con papel alimentado desde un rollo, mostrando su habilidad para formar asas y adherirlas al papel de manera precisa y eficiente. Cada etapa del proceso está automatizada: desde la creación y pegado de las asas, hasta el corte y plegado exacto de la hoja de papel.
Lo que distingue a esta máquina es su capacidad para aplicar adhesivo de forma precisa, moldear la bolsa y finalizar con el plegado y pegado del fondo, todo en un proceso continuo y sincronizado. Esta maquinaria de fabricación de bolsas automática no solo mejora la eficiencia de producción, sino que también reduce significativamente los costos laborales. Su rendimiento y precisión la convierten en una solución ideal para la producción de bolsas de papel de alta calidad, adaptándose a una amplia gama de necesidades y estilos.
| Modelo | ZD-FD380QZ |
ZD-FD480QZ |
| Ancho de la hoja de papel | 530-1230 mm | 590-1510 mm |
| Diámetro máximo del rollo de papel | Ø1500 mm | Ø1500 mm |
| Diámetro interior del rollo de papel | Ø76 mm | Ø76 mm |
| Gramo de papel | 100-200 g/m² | 100-200 g/m² |
| Longitud de la hoja de papel | 340-640 mm | 420-830 mm |
| Ancho de la bolsa acabada | 180-380 mm | 200-480 mm |
| Longitud del tubo de papel | 280-580 mm | 360-770 mm |
| Anchura del fondo de la bolsa | 70-220 mm | 80-260 mm |
| Profundidad de plegado superior | 40-60 mm | 40-60 mm |
| Velocidad máx. de producción | 110 bolsas/min | 100 bolsas/min |
| Presión de aire | 0.6-0.8 MPa | 0.6-0.8 MPa |
| Potencia total | 380V 3P4L 57kW | 380V 3P4L 57kW |
| Peso | 25500 kg | 28500 kg |
| Dimensiones totales | 17800*4700*3200 mm | 18800*5700*3300 mm |
| Asa rizada | Q3 | Q4 |
| Altura de la cuerda | 90-120 mm | 90-120 mm |
| Diámetro del asa | Ø3-6 mm | Ø3-6 mm |
| Longitud de la asa | 152 mm | 190 mm |
| Ancho del parche del asa | 35-50 mm | 35-50 mm |
| Distancia de la cuerda | 76 mm | 95 mm |
| Diámetro del rollo de parche de papel | Ø1200 mm | Ø1200 mm |
| Ancho del rollo de parche de papel | 70-100 mm | 70-100 mm |
| Gramaje del parche de papel | 80-150 g/m² | 80-150 g/m² |
| Asa plana | B1 | B2 |
| Gramaje de papel para asas | 100-130 g/m² | 100-130 g/m² |
| Ancho del asa plana | 12 mm | 15 mm |
| Altura del asa plana | 100 mm | 100 mm |
| Distancia del asa plana | 76 mm | 95 mm |
| Diámetro de la bobina de papel para asas | Ø1200 mm | Ø1200 mm |
| Gramaje del parche de papel | 100-150 g/m² | 100-150 g/m² |
| Diámetro del rollo de parche de papel | Ø1200 mm | Ø1200 mm |
| Longitud del parche del asa | 152 mm | 190 mm |
| Ancho del parche del asa | 35-50 mm | 35-50 mm |
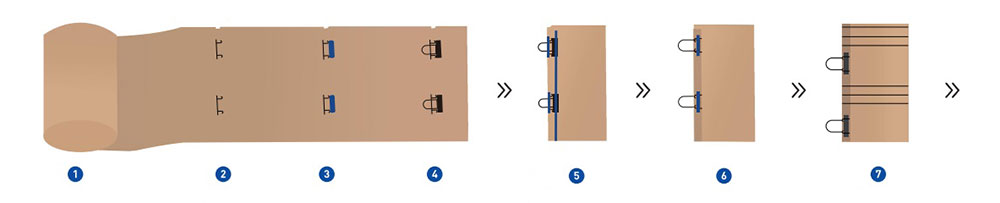
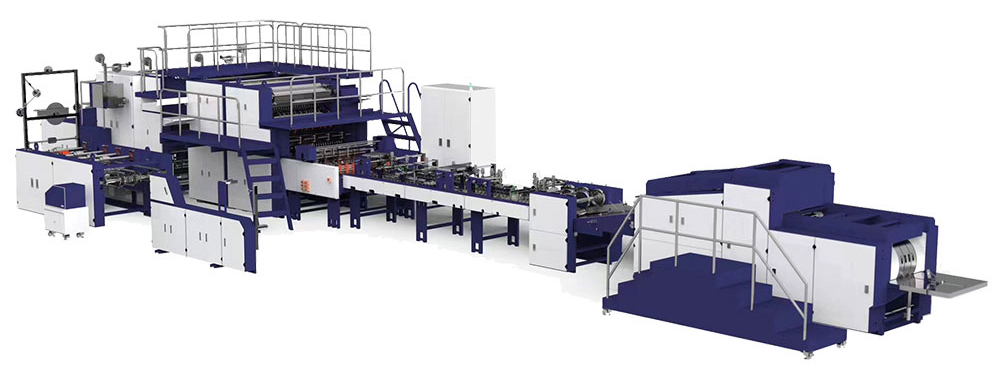
- Alimentación de rollos de papel
- Corte en J
- Pegado de asas
- Pegado de asas
- Encolado/Corte de papel
- Plegado superior
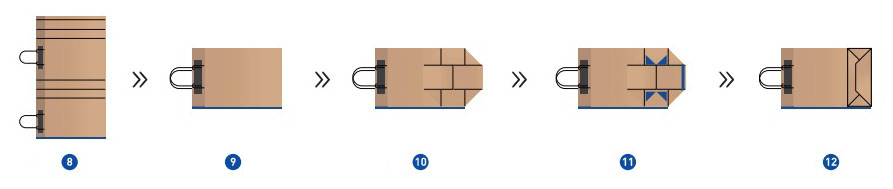
- Pliegue del fuelle
- Encolado lateral
- Plegado del tubo
- Plegado inferior
- Encolado inferior
-

-
Unidad de Alimentación
La unidad de alimentación ha sido diseñada pensando en la eficiencia y facilidad de uso en la fabricación de bolsas de papel. El papel en rollo se fija en un eje de expansión de aire y se introduce en la máquina mediante un brazo oscilante equipado con un sistema hidráulico avanzado de elevación. Esta unidad está equipada con un sistema de alarma que se activa cuando es necesario reponer el papel. Además, cuenta con una guía de papel automática y un control uniforme de la tensión, asegurando que el papel se introduzca en la máquina con una alineación óptima y sin problemas. Para simplificar el proceso de cambio de rollo, un control de botón permite una sustitución fácil y rápida, mejorando la productividad en general y emitiendo una alarma cuando es necesario reponer el papel.
-

-
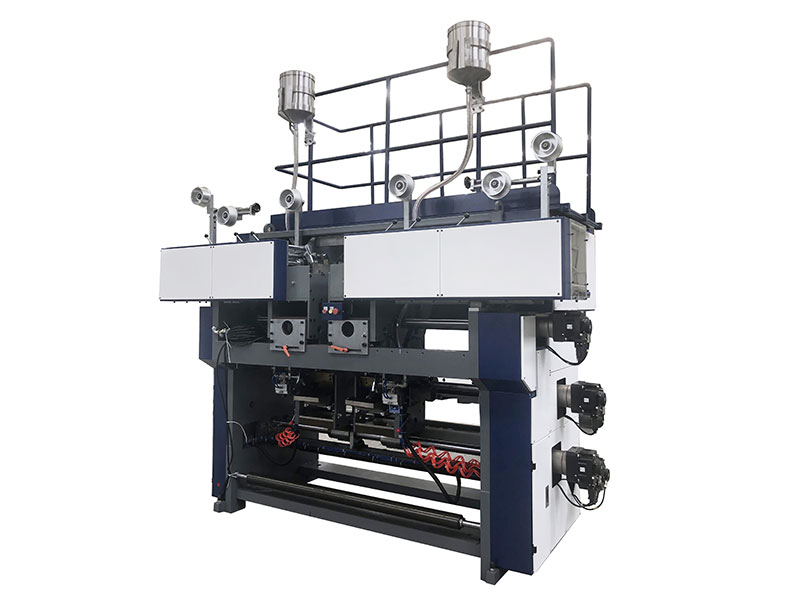
Unidad de Fabricación de Asas
La unidad de fabricación de asas tiene la principal tarea de fabricar asas de manera efectiva y precisa. Comienza alimentando dos rollos de papel, uno para hacer el parche de las asas y uno de papel para hacer las asas en la máquina. La cuerda de papel se adhiere al papel parche utilizando adhesivos tanto de agua como termofusibles para lograr una unión sólida. Después del proceso de pegado, el material combinado se comprime para asegurar que las asas estén firmemente adheridas. El paso final implica cortar las asas al tamaño correcto y transferirlas a la unidad de parchado de asas, preparándolas para su fijación a las bolsas.
-
-
Unidad de Pegado de Asas
La unidad de pegado de asas tiene como objetivo pegar las asas a las bolsas de papel de manera precisa y eficiente. Después de cortar las asas previamente fabricadas, estas son colocadas con precisión en la posición designada de la bolsa. A continuación, se aplica un adhesivo a base de agua para unir firmemente el asa a la bolsa. Una vez adheridas, las asas se presionan con firmeza sobre la superficie de la bolsa, garantizando un agarre seguro. Este proceso se realiza antes de que la bolsa pase a la etapa de pre-plegado, preparándola para su formación final en la unidad de conformado.
-
-
Unidad de Corte y Plegado Superior
Esta unidad se encarga de cortar el papel en trozos individuales, siguiendo los parámetros preestablecidos de longitud del tubo. Una vez realizado el corte, se aplica pegamento en el borde superior de cada trozo de papel. Por último, se procede a doblar con precisión el borde superior, asegurando un pliegue limpio y seguro. Este proceso es fundamental para preparar el papel para las siguientes etapas del armado de la bolsa.
-

-
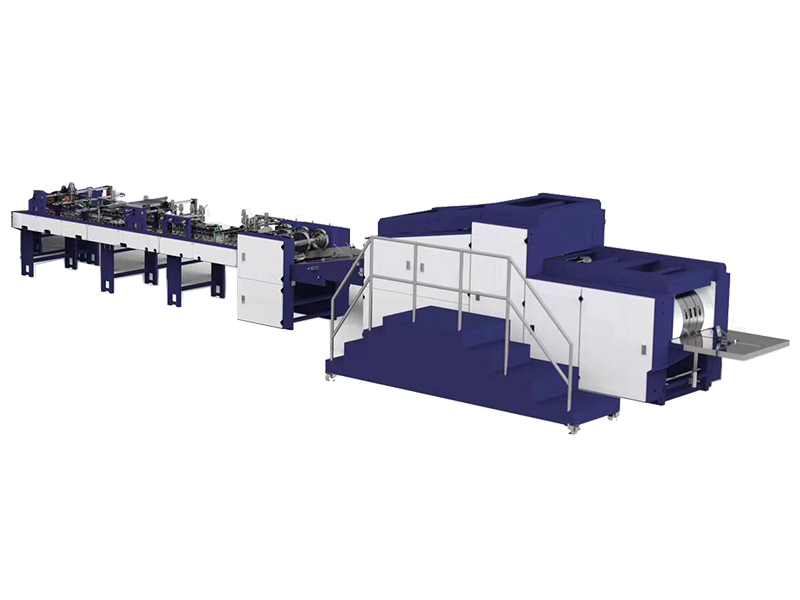
Unidad de Formación de Bolsas
En la unidad de formación de bolsas, el proceso comienza aplicando pegamento a lo largo de los bordes del papel. Luego, se dobla cuidadosamente el papel para crear un tubo. Estos tubos se transfieren a una máquina que los abre y les da forma de fondo cuadrado, gracias a un sistema de succión de vacío que garantiza la precisión. Los últimos pasos incluyen aplicar pegamento en el fondo, sellarlo y dar forma a la bolsa hasta que tenga un aspecto cuadrado perfecto.
-
-
Unidad de Recolección de Bolsas
La unidad de recolección de bolsas desempeña un papel fundamental en las etapas finales de la producción de bolsas de papel. Esta unidad recoge las bolsas formadas, las comprime para mantener la consistencia y luego entrega las bolsas terminadas. Un sistema de conteo integrado muestra el número de bolsas procesadas, proporcionando información valiosa para el control de calidad y la gestión de la producción.